| 产品特性:熔覆堆焊 | 是否进口:否 | 产地:上海 |
| 品牌:多木 | 型号:V03BD | 作用原理:等离子 |
| 作用对象:金属 | 产品别名:耐磨堆焊机 | 输入电压:380V |
| 频率:50Hz | 额定输入电源容量:17.8KVA | 暂转率:100% |
| 维弧电流范围:3-30A | 维弧空载电压:24V | 引弧气体流量:0-10L/min |
| 脉冲频率范围:50Hz | 离子气体流量:0-10L/min | 功率:500W |
| 最大输出负载率:95 | 保护气流量:0-20L/min | 冷却水流量:0-10L/min |
| 外形尺寸:500*600*1500 | 重量:140KG | 用途:堆焊 |
| 净重:140kg | 输出电流调节范围:3-300 | 维弧电流:3-30 |
| 脉冲占空比(%):60 | 套装:自动化 |
密炼机转子密炼室维修堆焊合金等离子熔覆堆焊碳化钨合金耐磨层焊机,主要是适用于金属表面的修复与强化。由于堆焊的焊材是粉末形式的及焊接原理等离子堆焊堆焊稀释率低,热影响小,堆焊层平整。被广大的企业和机械厂家认可并投入生产使用过程当中。
等离子堆焊系统是我公司自主研发的拥有完全自主知识产权的金属表面改性设备,该堆焊工艺是提高金属表面抗磨性、耐腐性和耐冲击等性能的有效技术之一。等离子堆焊既可以对新产品进行预保护加工,也可以对磨损、拉伤、腐蚀、电打后的设备进行功能性的修复。
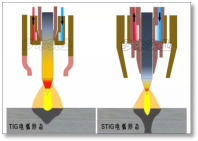
等离子粉末喷焊(Plasma Powder Welding 简称PPW)是一种 喷焊工艺。它是采用氩气等离子电弧作热源(转移型等离子弧为主,非转移型等离子弧为辅),采用粉末状合金作填充料的自动堆焊。在采用联合型等离子弧喷焊时,一般采用两台独立的直流弧焊机作电源,分别供给非转移弧和转移弧。两个电源的负极并联在一起,通过电缆接至喷焊枪的钨电极(负极)。非转移弧电源正极通过电缆接喷焊枪喷嘴,转移弧电源正极通过电缆接工件。冷却水通过水冷电缆引至焊枪,冷却喷嘴和电极。氩气通过电磁气阀和浮子流量计进入喷焊枪。电源接通后,借助高频火花引燃非转移弧。再借助非转移弧弧焰在钨电极和工件之间造成的导电通道,引燃转移弧。转移弧引燃后,可保留或切断非转移弧。主要利用转移弧在工件表面产生熔池。合金粉末由送粉器按需要量连续供给,借助送粉气流(也用氩气)送入焊枪,并吹入电弧中。合金粉末在弧柱中被预先加热,呈熔化或半熔化状态,喷射到工件熔池里,在熔池里充分熔化,并排出气体和浮出熔渣。通过调节转移弧和非转移弧电流,送粉量和其它工艺规范参数,来控制熔化合金粉末和传递给工件的热量。随着焊枪和工件的相对移动,合金熔池逐凝固,便在工件上获得所需要的合金熔敷层。
等离子粉末堆焊是以等离子弧作为热源,应用等离子弧产生的高温将合金粉末与基体表面迅速加热并一起熔化、混合、扩散、凝固,等离子束离开后自激冷却,形成一层性能的合金层,从而实现零件表面的强化与硬化的堆焊工艺,由于等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高,属冶金结合;堆焊层组织致密,耐蚀及抗磨性好;基体材料与堆焊材料的稀释减少,材料特性变化小;利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔性材料,为提高工件的抗磨、耐温、耐腐性能提供保障。等离子粉末堆焊具有较高的生产率、美观的成型以及堆焊过程易于实现机械化及自动化,因此等离子堆焊工艺可应用于石油、化工、工程机械、矿山机械等行业的新品制造与装备再制造中。
等离子熔覆技术是新兴的表面改性技术,其应用领域非常,如铁路、航空航天、海洋防腐、钢铁、机械、玻璃模具、截齿、阀门密封面、螺杆、轧辊、石油、化工、煤炭、建筑机械等诸多行业,其应用前景非常广阔。 各种机械零件的断、裂、划伤、磨损、腐蚀、伤痕、拉伤、电打、加工超差、密封失效、配合失效及进口、国产复杂模具进行修复,解决了进口、国产零件损坏后普通工艺无法修复、更换新件费用昂贵、供货周期长影响生产等难题。可修复缸筒、活塞、液压缸、导杆、铜瓦、曲轴、滚筒、轧辊、箱体、缸体、齿轮、键槽、转子轴承位等各种形状的零件及冲压、橡胶、塑料等各类机械配件,可对单一材质、复合材质及不明材质的零件进行修复,更大的优势是对大型零件现场不解体修复。
等离子喷焊由于采用了热量集中,可控性好的等离子弧作热源,采用了易于熔化,特别是自熔性好的合金粉末作填充金属,从而与其它表面堆焊相比,具有以下特点: 1、堆焊熔覆合金层与工件基体呈冶金结合,结合强度高; 2、堆焊熔覆速度快,低稀释率;等离子弧堆焊的稀释率可控制在5%一10%,或***。 3、堆焊层组织致密,成型美观;堆焊过程易实现机械化、自动化; 4、可在锈蚀及油污的金属零件表面不经复杂的前处理工艺,直接进行等离子堆焊; 5、与其他等离子喷焊相比设备构造简单,节能易操作,维修维护容易;6、等离子弧温度高、能量集中、稳定性好,在工件上引起的残余应力和变形小。7、可控性好。可以通过改变功率、改变气体的种类、流量及喷嘴的结构尺寸来调节等离子弧的气氛、温度等电弧参数,从而实现自动化生产,提高劳动生产率。8、选择合金粉末作为熔敷材料,不受铸造、轧制、拔丝等加工工艺的限制,可依据不同性能要求配置不同成分的合金粉末,特别适用于那些难于制丝但是易于制粉的抗磨合金,以获得所需性能的堆焊层。
代表企业:
上海宝钢、长城汽车、江苏鑫宏集团、山东新汶集团、山西路安集团、辽源方大、上海科煤、青岛海信、大连智云、湖北汽车学院、徐州工程学院、吉林四平师范学院、保定农业大学、黑龙江农垦大学、大庆汇达、沈阳绿岛表面、唐山博特、中国711、江苏神通阀门、辽宁东兴曲轴、西安铜件厂、广州万达机械、洛阳汇源阀门、大连鸿圆模具、内蒙呼阀股份、厦门弗瑞特、泰安建研基地、河北永盛家具、黑龙江大庆油田、长春恒拓模具、常熟轧辊厂、包头通钢、四川自贡高中压阀门、浙江帕特尼、舟山诚联螺杆、北京六佰建筑、天津石泰集团、西安科美莱、浙江轻机实业等等。